ENSURE COMPLIANCE AND FOOD SAFETY
Achieve Perfection in Quality and Documentation
Food manufacturers face an enormous responsibility and increasingly demanding requirements when it comes to complying with legislations to ensure food safety.
TriVision vision systems are accurate, reliable solutions based on leading vision technology that ensure all the approved products' quality and compliance with legislations, protecting consumers from potential food hazards and brands from damaging recalls. Complete documentation of all inspections and product approvals serve as indisputable proof of complete compliance with legislations.
To ensure food safety and comply with legislations, TriVision solutions are used to reject all products with e.g. spoiled food, foreign objects in surfaces, compromised package seals and incorrect food labelling and date markings.

CONSISTENT QUALITY LEVEL
Meet and Exceed Expectations of Consumers and Retailers
Reliable inspection and failure detection not only ensure compliance, food safety and an efficient production, but also a consistent quality level in food products and hence the same customer experience in every product. By creating consistency in product quality and hence the product offering, TriVision solutions help food producers earn and maintain loyal customers.
With a consistent product quality and the possibility of complete documentation, manufacturers are also able to meet and exceed the needs of retailers with the most stringent requirements for product quality and quality control.






REDUCE YOUR QUALITY COSTS SIGNIFICANTLY
Automate Your Way to Lower Quality Costs
TriVision's automated quality control systems release manual labour from challenging inspection tasks. Even the trained human eye faces issues when it comes to speed and accuracy in quality control, which will cause errors in the inspection process now and then.
Our vision systems consistently inspect all products at high speed, reject all faulty products without causing false rejections and reduce manual labour costs. By this the quality costs at each production line can be significantly reduced while assuring excellent quality at each food product. Our vision solutions transform quality control into a profitable investment and production optimization tool rather than just a necessary cost.

BLOG POST
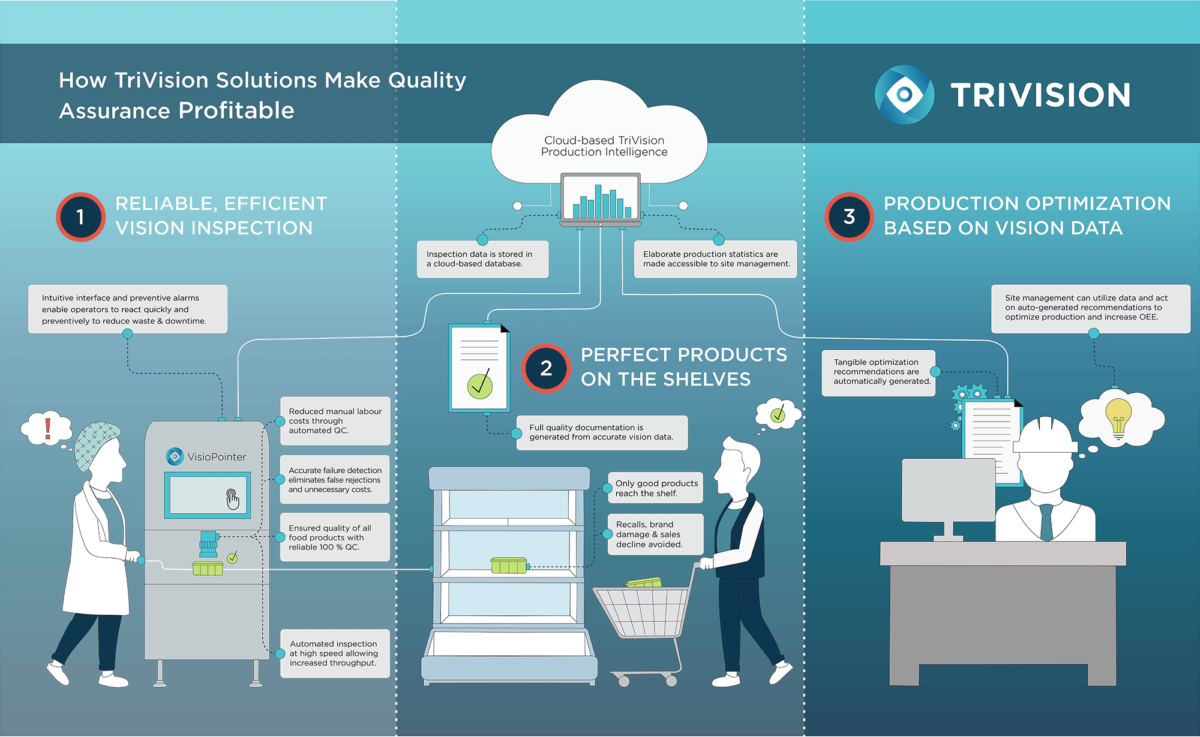
How Vision Turns Quality Assurance Profitable
At TriVision, we have utilized the strengths of our leading machine vision technology to make quality assurance a profitable business case for manufacturers. The path towards turning your quality assurance into a truly profitable investment starts with understanding how TriVision systems create value for manufacturers.




Background
If you want to be recognized for quality and reduce the percentage of products that need to be discarded due to flaws, without spending an excessive amount of manual labor and time on label inspection and production monitoring, you need an automated quality management system.
Why Quality Control
Quality control is essential when striving to build a successful business in the manufacturing industry, delivers products, meeting or exceed customers’ expectations. It also forms the basis of an efficient business that minimizes waste and operates at high levels of productivity.
Today, production optimization represents a game changer for companies by replacing manual inspection with robot-based control for object recognition and error detection.
Competitiveness
The ability to offer customers quality products provides a strong competitive advantage. Quality helps win business from competitors who are not able to match standards and provides the opportunity to charge premium prices for a superior product.
It can also open new business opportunities in market sectors where quality is critical.
In addition quality product often equals trust from the customer.
Customer Loyalty
Quality control systems are essential in industry competitiveness as there is a high need for advanced control.
Implementing automated quality control in production helps to increase client satisfaction and boost reputation by gaining customer loyalty. Investing in a quality assurance equals investing in the future.
Cost Reduction
Quality control reduces production waste and product failure costs. With quality control systems it is possible to decrease the level of waste and rework through the production processes.
Quality control reduces production waste and product failure costs. With quality control systems it is possible to decrease the level of waste and rework through the production processes.
By reducing sunk cost due to discarded products with intelligent quality management systems, and by cutting expenditures in doing this manually, you can then benefit from the production running more efficient.
Productivity
Low-quality outcome products lead to unnecessary expenditures for manufacturing companies.
When production is running at full capacity but doesn't deliver sellable products accordingly, the productivity is on the decline.
Profitability
Quality management systems increase profitability by helping your business to meet deadlines and minimize errors.
In addition, TriVisions quality control solutions will give you production intelligence, making it possible for manufacturers to get insight in how to reduce the expenditures linked to the discarding of flawed products, by optimizing certain processes through production.
Customer Satisfaction
Quality has a direct impact on client satisfaction. If a company consistently produces quality products, satisfied customers will turn into loyal collaborators, because their supply chain relies heavily on their supplier's ability to deliver.
Reliability and User-friendliness
TriVision quality control systems are based on decades of industry experience and more than hundred installations globally.
From the outset, the systems have been designed for practical use, and the intuitive user interface allows for easy operation without any training – also for operators.
By adopting a TriVision quality control system, you will be able to meet your customer requirements while maintaining your quality standards.
Benefits Overview
- Advanced inspection assignments can be automated with Machine Vision
- Effective label inspection improves production economy and yields
- Deep industry experience embedded makes for reliable and easy to operate solutions






Here's How We Do it
Reliable Inspection
TriVision’s proven vision technology provides a reliable inspection and failure detection that producers can count on.
We have vast experience within the field and know the pitfalls, and our technology has been developed to handle various natural variations in produced products.
Producers can rely on our systems to ensure that only approved products comply and that defective products are rejected.

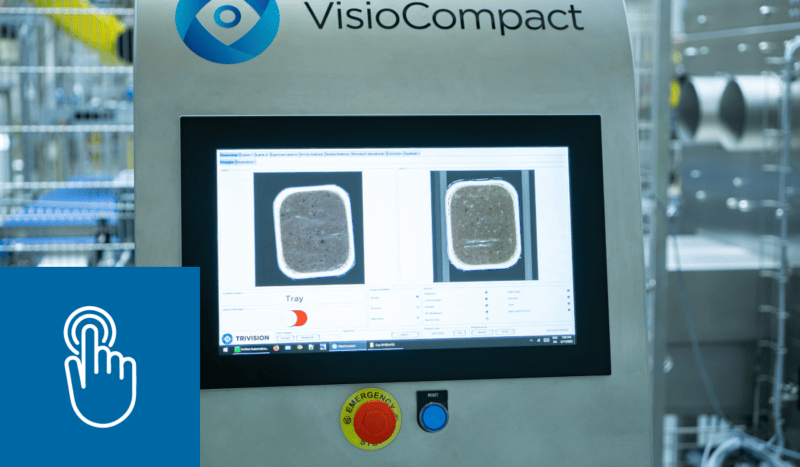
Intuitive Operation
You might need a PhD to develop our systems, but you don't need one to use them. TriVision systems are made intuitive and user-friendly for operators.
For producers to utilize all features and functionalities daily to ensure compliance and efficient production, it is crucial that the HMI is simple and logically built according to an operator’s priorities.
With just a few clicks, operators can e.g., get an overview of production performance, adjust tolerances for quality levels, make changeovers or investigate the errors in defective products.
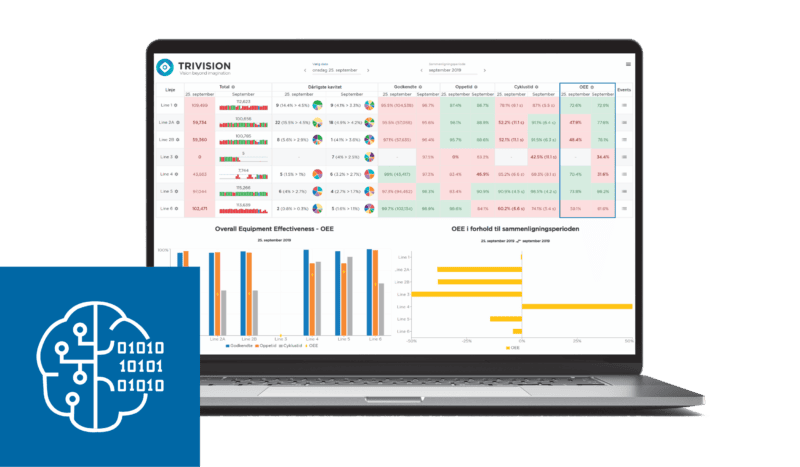
Intelligent Data Utilization
TriVision systems generate quality data from every inspected product, and we provide efficient cloud-based tools that crunch and deliver valuable insights.
With elaborate production statistics, producers can make informed decisions when planning their next optimization initiative.
The data helps uncover trends across production lines, products, shifts, raw materials, and various process parameters.
Turnkey Solutions
TriVision develops plug-and-play solutions that offer producers the advantages of machine vision inspection while eliminating its complexity.
Our systems are designed as turnkey solutions, complete with all necessary mechanics, vision components, and software.
They are engineered to save valuable footprints and meet the specific requirements of the food and pharma industries.










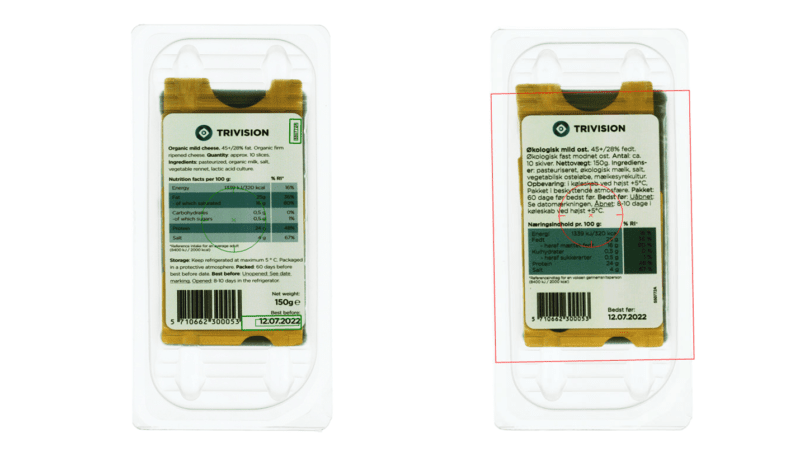
Detect Incorrect
and Missing Labeling
Sometimes, incorrect label rolls are applied, or packages are missing labels altogether. If products with incorrect labeling make it out of the factory, it can be very costly for producers.
TriVision solutions provide an efficient way for producers to validate food labels, helping to prevent expensive recalls and meet retailer demands.
Prevent and Detect
Offset and Rotated Labels
Even when the correct label is applied, errors such as misaligned or rotated labels can still occur. These errors may occur if the label machine is not properly adjusted or if there are problems with the product infeed.
TriVision’s vision-based label inspection uses images and qualitative data to detect errors and trends. Operators receive alerts, enabling them to make swift adjustments, minimizing the occurrence of errors and even preventing them altogether.

INLINE PRINT INSPECTION
Inspection and Reading
of Printed Markings
Labels in the food and pharma industries include information such as expiration dates, packing dates, weight, and price, which are printed in-line.
TriVision solutions inspect and verify these labels, ensuring that printed details are accurate, correctly positioned, and readable.
Discover how TriVision solutions also verify printed marking without causing the common issue of false ejections.

ERP & MES INTEGRATION
Verify Valid Label Data
from ERP & MES Systems
TriVision systems are made for smart manufacturing and can be integrated with ERP and MES systems.
This allows producers to automatically push valid label data directly from ERP and MES systems to the vision systems and utilize it during the label verification.


LABELING DOCUMENTATION
Be a Trustworthy Supplier
With Complete Documentation
Every inspection collect images and quality data, providing comprehensive documentation of the labeling and verification process for all shipped products.
This level of documentation strengthens manufacturers’ position towards retailers, as they can offer added value by guaranteeing regulatory compliance.